ხელის ბოჭკოვანი ლაზერული გამწმენდი მანქანა

PARAMETER
| ლაზერული სიმძლავრე | 100W/200W/500W |
| ლაზერული წყაროს ტიპი | Raycus, IPG ვარიანტისთვის |
| ლაზერის ტალღის სიგრძე | 1064 ნმ |
| გაგრილების მეთოდი | წყლის გაგრილება |
| გამაგრილებელი წყალი | დეიონიზებული წყალი |
| წყლის ტემპერატურა | 18-22 °C |
| სკანირების სიგანე | 10-60 მმ |
| დამხმარე გაზი | შეკუმშული ჰაერი/აზოტი |
| ჰაერის წნევა | 0,5-0,8 მპა |
| სურვილისამებრ აქსესუარი | ხელის / მანიპულატორი |
| მუშა მდგომარეობა | 5-40 °C |
ფუნქცია
- ზუსტი ლაზერული წმენდა ზუსტი პოზიციისა და ზუსტი ზომისთვის.
- რთული გეომეტრიული კონსტრუქციის მქონე სამუშაო ნაწილების მოქნილი ოპერაცია შეიძლება განხორციელდეს ხელის ლაზერული საწმენდი თავებით.
- ფართოდ გამოიყენება ბრტყელ, მოხრილ და სამგანზომილებიან ზედაპირზე ელასტიური მასალისა და პლასტმასის სამუშაო ნაწილისთვის ძალიან მცირე და ღრმა ხვრელების მქონე.
- უსაფრთხო და ეკოლოგიურად სუფთა. ქიმიური სარეცხი ან სხვა სახარჯო მასალის გამოყენების გარეშე
- უკონტაქტო წმენდა და სუბსტრატის დაზიანების გარეშე უკიდურესად.
- მარტივი მუშაობა, პორტატული რეჟიმით და შეიძლება აღჭურვილი იყოს რობოტით ავტომატური გაწმენდისთვის
- არანაირი მოვლა და სახარჯო მასალები, მტვრის გარეშე, ქიმიკატების გარეშე, დაბინძურების გარეშე.
- დასუფთავების დაბალი ღირებულება და დასუფთავების მაღალი ეფექტურობა.
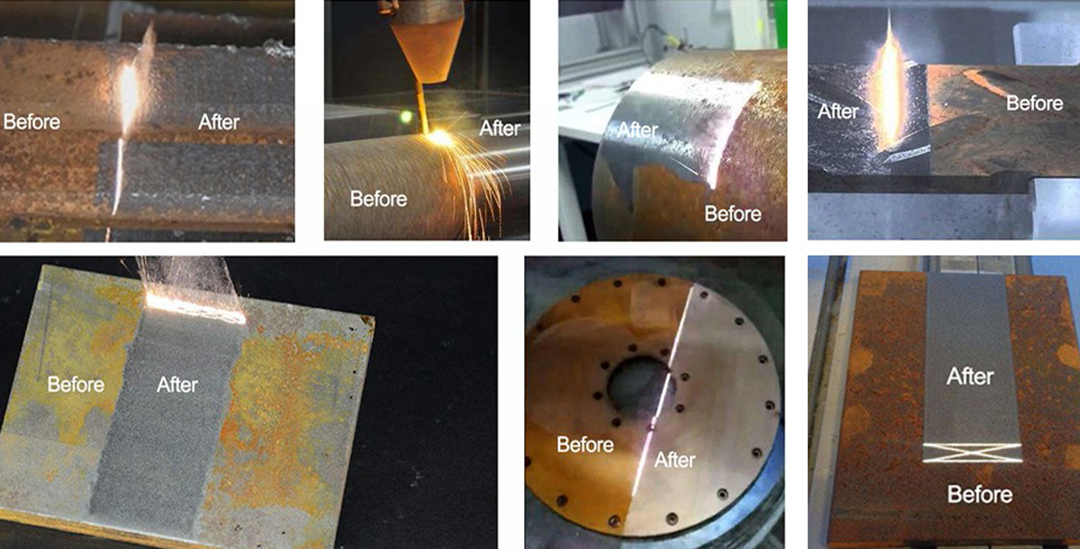
აპლიკაცია
ლითონის ზედაპირის ჟანგის მოცილება
ზედაპირის საღებავის გაწმენდა
ზედაპირული ზეთის ლაქების/დაბინძურების გაწმენდა
საფარის ზედაპირის გაწმენდა
შედუღების/საფარის ზედაპირის წინასწარი დამუშავება
ქვის ფიგურის ზედაპირის მტვრისა და დანამატის გაწმენდა
პლასტმასის ობის ნარჩენების გაწმენდა
დეტალები



პრინციპი
განსხვავება უწყვეტ ლაზერულ და პულსურ ლაზერულ გაწმენდას შორის:
იმპულსური სინათლის გაწმენდის შემდეგ, ნიმუშის ზედაპირზე საღებავის ფენა მთლიანად ამოღებულია და ნიმუშის ზედაპირი ჩნდება. მეტალიკი თეთრია და ნიმუშის სუბსტრატს თითქმის არ აზიანებს. უწყვეტი შუქით გაწმენდის შემდეგ, ნიმუშის ზედაპირზე საღებავის ფენა მთლიანად მოიხსნა, მაგრამ ნიმუშის ზედაპირი ნაცრისფერ-შავი იყო, ნიმუშის სუბსტრატს ასევე მიკროდნობა ჰქონდა. ამიტომ, უწყვეტი სინათლის გამოყენება უფრო მეტად იწვევს სუბსტრატის დაზიანებას, ვიდრე პულსირებული შუქი.
როგორც უწყვეტ ლაზერს, ასევე პულსირებულ ლაზერს შეუძლია საღებავის ამოღება მასალის ზედაპირზე დასუფთავების ეფექტის მისაღწევად. იგივე სიმძლავრის პირობებში, პულსირებული ლაზერების დასუფთავების ეფექტურობა გაცილებით მაღალია, ვიდრე უწყვეტი ლაზერების. ამავდროულად, პულსირებულ ლაზერებს შეუძლიათ უკეთ გააკონტროლონ სითბოს შეყვანა, რათა თავიდან აიცილონ სუბსტრატის გადაჭარბებული ტემპერატურა ან მიკროდნობა.
უწყვეტ ლაზერებს აქვთ უპირატესობა ფასში და ეფექტურობის უფსკრული იმპულსური ლაზერებით შეიძლება შეივსოს მაღალი სიმძლავრის ლაზერების გამოყენებით, მაგრამ მაღალი სიმძლავრის უწყვეტ შუქს აქვს უფრო დიდი სითბოს შეყვანა და ასევე გაიზრდება სუბსტრატის დაზიანება. ამრიგად, ამ ორს შორის ფუნდამენტური განსხვავებაა განაცხადის სცენარებში. მაღალი სიზუსტით გამოყენებისთვის უნდა შეირჩეს სუბსტრატის ტემპერატურის მატების მკაცრი კონტროლი და არა-დესტრუქციული სუბსტრატები, როგორიცაა ფორმები, პულსირებული ლაზერები. ზოგიერთი დიდი ფოლადის კონსტრუქციისთვის, მილსადენებისთვის და ა.შ., დიდი მოცულობის და სითბოს სწრაფი გაფრქვევის გამო, სუბსტრატის დაზიანების მოთხოვნები არ არის მაღალი და შეიძლება შეირჩეს უწყვეტი ლაზერები.
პულსირებული ლაზერის უპირატესობები:
პულსირებული ლაზერები გამოიმუშავებენ ნაკლებ სითბოს, ხოლო უწყვეტი ლაზერები მეტ სითბოს, რის გამოც მაღალი სიმძლავრის ლაზერები იყენებენ იმპულსებს. პულსირებულ ლაზერს შეუძლია ლაზერული გენერატორი წყვეტილი დაისვენოს, ხოლო უწყვეტი აგზნებას შეუძლია მხოლოდ ლაზერის უწყვეტი და შეუფერხებელი გახადოს. მუშაობა, ადვილია ლაზერული გენერატორის სიცოცხლის შემცირება.
ნიმუში